
Продукция






Автоматическая Машина Для Формирования Рулонов Прогонов C
Стальная обрешетка C автоматически формируется автоматической машиной для формирования роликов обрешетки C, и машина для формирования обрешетки C может автоматически завершить процесс формирования обрешетки C в соответствии с заданным размером обрешетки C.
Описание
маркер
использовать:
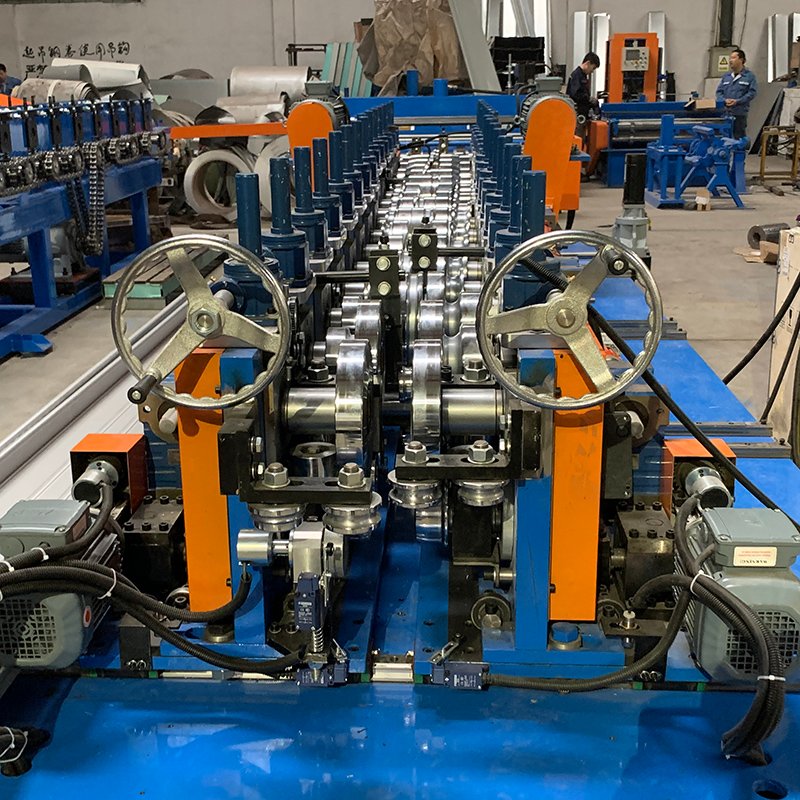
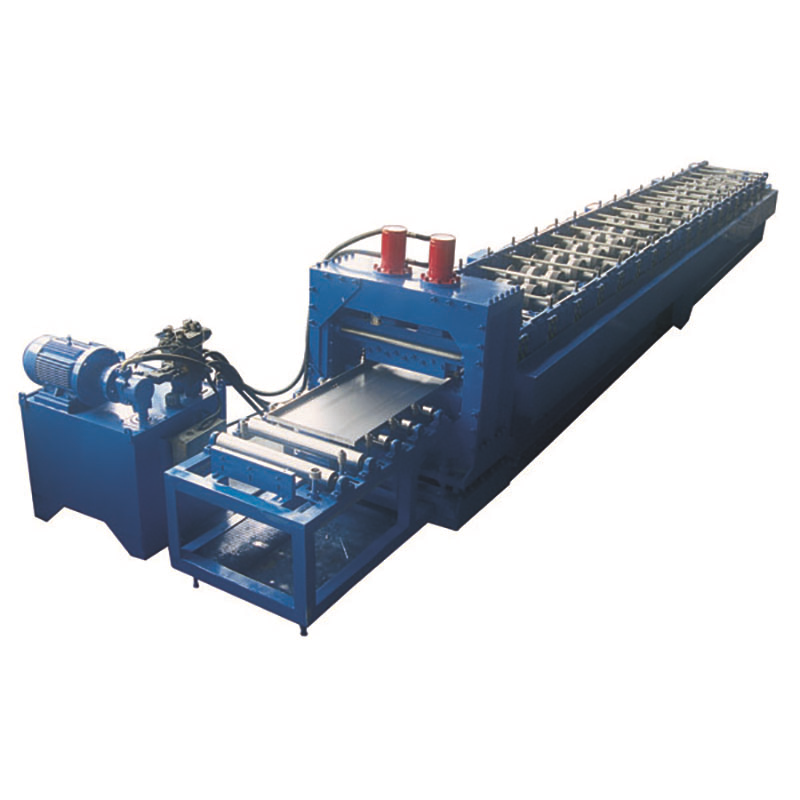
Автоматическая Машина Для Формирования Рулонов Прогонов C
Стальная обрешетка C автоматически формируется автоматической машиной для формирования роликов обрешетки C, и машина для формирования обрешетки C может автоматически завершить процесс формирования обрешетки C в соответствии с заданным размером обрешетки C. По сравнению с тяжелой стальной конструкцией, железобетонной конструкцией и кирпично-бетонной конструкцией, легкая стальная конструкция не означает, что она не имеет веса. Степень влияния зависит не только от количества слоев легкой стальной конструкции и использования функций, но и от количества слоев исходного здания, структурной формы, периода строительства, функции исходного здания, влияния окружающей среды и других факторов.

Приложение:
Готовая обрешетка C обладает хорошей прочностью на изгиб и сжатие, хорошей прямолинейностью, автоматической резкой по фиксированной длине, автоматической пробивкой, высокой степенью автоматизации, а также быстрым и удобным монтажом. Продукт может быть использован в качестве основной несущей конструкции больших и средних промышленных и гражданских зданий, таких как несущая крыша и опора стен для заводов, складов, локомотивных гаражей, ангаров, выставочных залов, театров, стадионов и цветочных сараев на рынках.
Машина для изготовления прогонов C в основном состоит из пассивной разматывающей стойки, основания разгрузочной стойки, платформы для подачи, устройства выравнивания, устройства формирования, устройства пробивки, устройства формирования резки, гидравлической станции, компьютерного шкафа управления и других частей.
Технические характеристики/Технические параметры:
| 5TonX650mm Гидравлический разматыватель (более мощный улучшенный тип) | Гидравлическая система для расширения внутреннего отверстия катушки;Двигатель насоса:3KW; |
| Преобразователь частоты для регулирования скорости вращения;Двигатель:3KW | |
| Внутренний диаметр катушки = 510±30 мм. Внешний диаметр катушки макс. 1600 мм; | |
| Система расширения с коническим клином | |
| Грузоподъемность: Макс 5Тонны; Ширина рулона Макс. 650 мм; | |
| Гидравлический держатель на вершине для удержания листа, держать пресс все рабочее время, специальная конструкция на гидравлической группы | |
| Устройство предварительного выравнивания | Питание раздел с руководством по ввозу рулонной стали |
| Конструкция из четырех и трех роликовых секций для укрепления катушки | |
| Mанал Переключатель муфты управления для усиливающей секции | |
| Гидравлическое устройство для предварительной зачистки | Гидравлическое устройство для предварительной зачистки для универсального постового реза |
| Гидравлика Совместное использование энергии при разрезании столба | |
| Насечка материал инструмента: Cr12 (D3), Термическая обработка; | |
| Гидравлическое устройство для предварительной пробивки/высечки и резки на отрезки | Один набор плоских режущих инструментов, ТОЛЩИНА: 30MM Контроль длины реза |
| Пять комплектов вырубных цилиндров; один комплект вырубных цилиндров | |
| Два для пробивки двух пазов 14*19мм на полотне, два для пробивки двух пазов 14*19мм мм на фланцах. Один для пробивки одного круглого отверстия 14*19мм мм в центре полотна | |
| Гидравлическая станция для штамповки, двигатель насоса 11 кВт | |
| Материал режущего инструмента: Cr12 (D3), термообработка; материал штифта пробойника: Cr12 (D3) | |
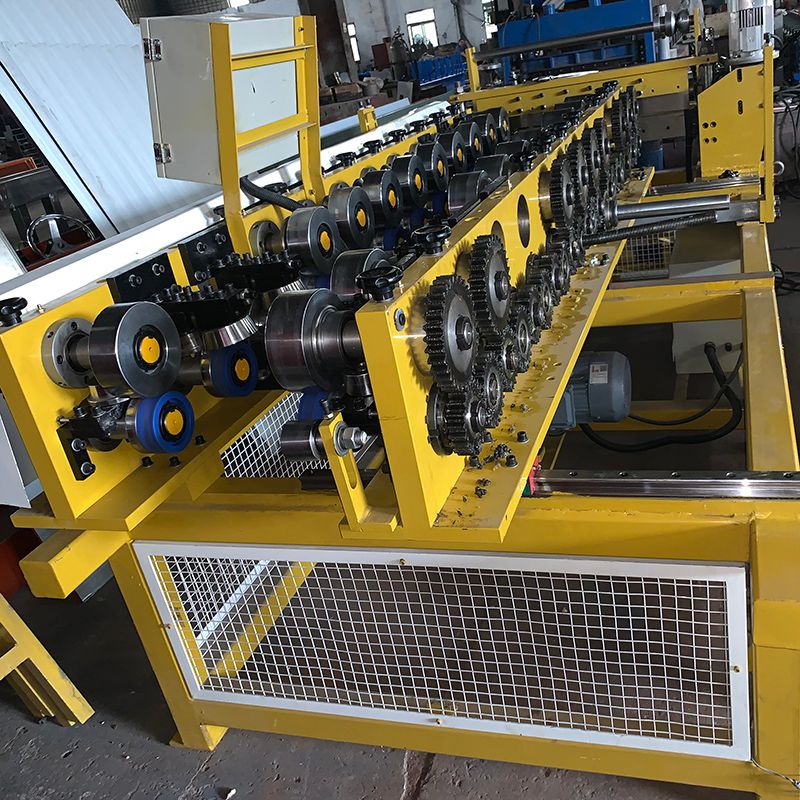
| Автоматическая роликовая формовочная машина с прогонами | Вождение шестерен/ракет; 15 шагов к форме |
| Безопасность protect металл обложка вокруг цепной системы со звездочками | |
| Материал роликов: Cr12 (D3) | |
| Материал главного вала: 45﹟ литейная сталь | |
| Диаметр валов:ф60/75мм, точная обработка | |
| Двигатель с изменяющимся размером профиля: 1*1,5 кВт, 2*0,75 кВт | |
| Главный двигатель для валковой формовки: 18.5KW | |
| Гидравлическое устройство для резки столбов (универсальная конструкция для различных размеров) | Остановка для резки, пост-резка, разрыв слизняка(Нет необходимо заменить режущий инструмент ) |
| Режущее лезвие: Cr12, термическая обработка | |
| Гидравлическая мощность: 11 кВт | |
| Управление ПЛК шкаф один блок | Автоматический контроль количества и длины резки. |
| Сочетается с: PLC(Siemens)Сенсорный экран(Siemens)Инвертор (Schneider), Энкодер(Omron)и т.д. | |
| Допуск на длину отреза:≤±2мм | |
| Управляющее напряжение :24V | |
| Переносной регулятор для движения вперед/назад/аварийной остановки | |
| СТОЙКА ДЛЯ ПРОДУКТОВ | Без питания, один блок, длина 6 метров |
Видео работы станка для обрешетки C:
Почему стоит выбрать Marklin?
1.Более 20 лет опыта в производстве и экспорте вальцовочных станков.
2.Мы используем систему управления PLC марки SIEMENS для работы всех наших машин.
3.Все члены нашей основной команды имеют более чем 20-летний опыт работы в области исследований и разработок, управления производством и обслуживания.
4.Наш управляющий директор и инженерный директор являются главными разработчиками китайских нестандартных машин для формирования валков.
5.У нас есть агенты в Индии, Дубае и Малайзии, а также сервисная команда в Индии.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
1.Q: Каковы ваши условия оплаты и время доставки?
A: 30% оплата T/T требуется в качестве депозита в течение десяти (10) рабочих дней с даты подписания контракта. 70% оплата баланса требуется T/T перед отгрузкой. Время доставки для стандартной машины в 30 дней, подгонянные машины в 90 дней до 120 дней.
2.Q : Вы делаете для пользовательских ролл формирования машины?
A : Да, большинство наших машин разрабатываются и производятся по индивидуальному заказу, решение которого обсуждается и утверждается обеими сторонами.
3.В: Вы производитель или торговец?
О: Мы являемся оригинальным производителем.
связаться с нами
Сопутствующие популярные продукты

Ibr Крыша Лист Делая Машину
Наш трапециевидный валковый станок является свидетельством точного проектирования и передового производства в области производства кровельных листов.
Snap Lock Панели Крыши Машины
Станок для производства кровельных панелей с защелками используется для быстрой и надежной формовки кровельных панелей с защелками для крыш жилых домов, коммерческих крыш, сельскохозяйственных крыш и промышленных крыш. Наша компания специализируется на разработке и производстве оборудования для формовки рулонов.

Z Purlin Roll Forming Machine
Валковые профилегибочные машины Z-purlin используются для создания Z-образных стальных профилей, которые в основном применяются в строительстве.